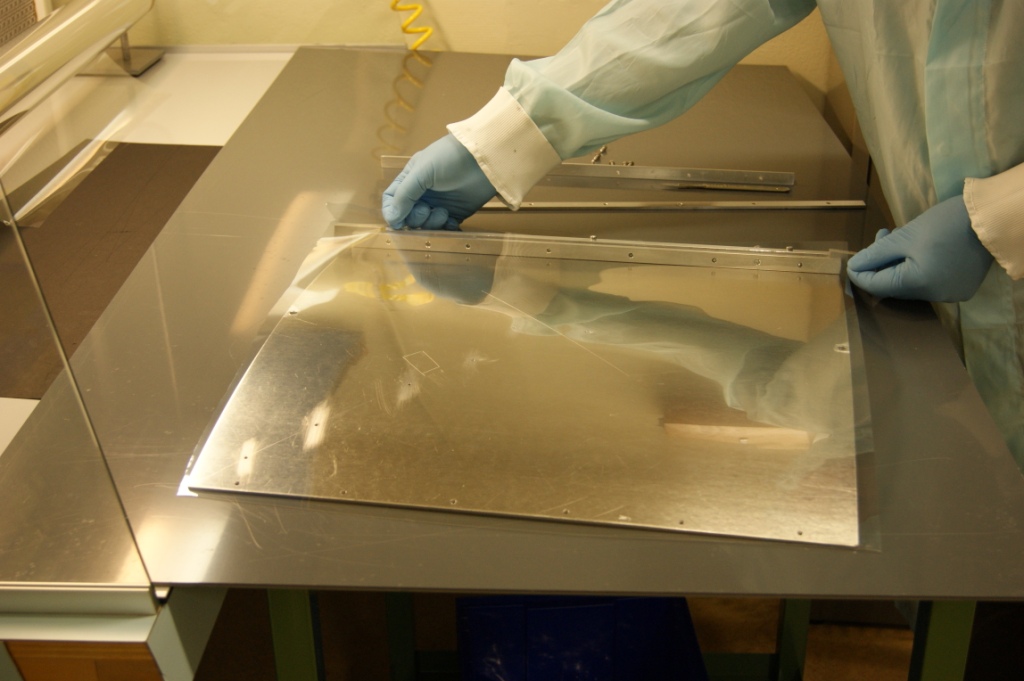
Foil preparation: The Mylar foils are carefully sorted out from a new roll directly from the company. They have to be treated with maximum care and hence a clean environment is needed.All operations took place in the DT Clean Room.
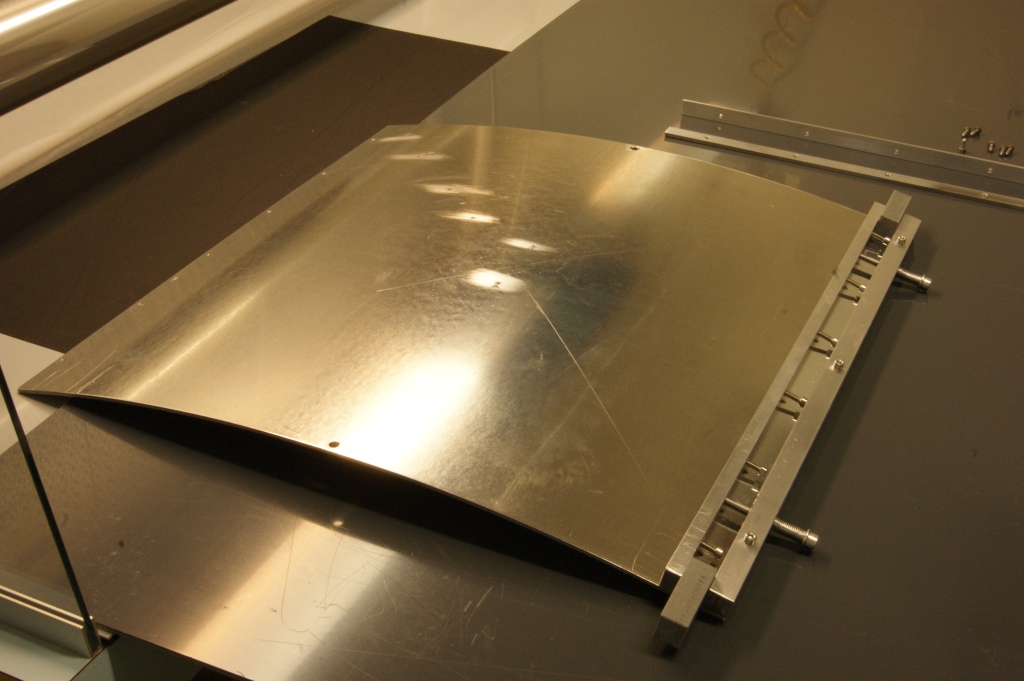
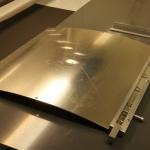
Mylar foil fixation: The foil is kept under tension on a bent aluminium support plate. Mechanical contact to the optical surface should be limited as much as possible as performance could be reduced by unprofessional treatment.
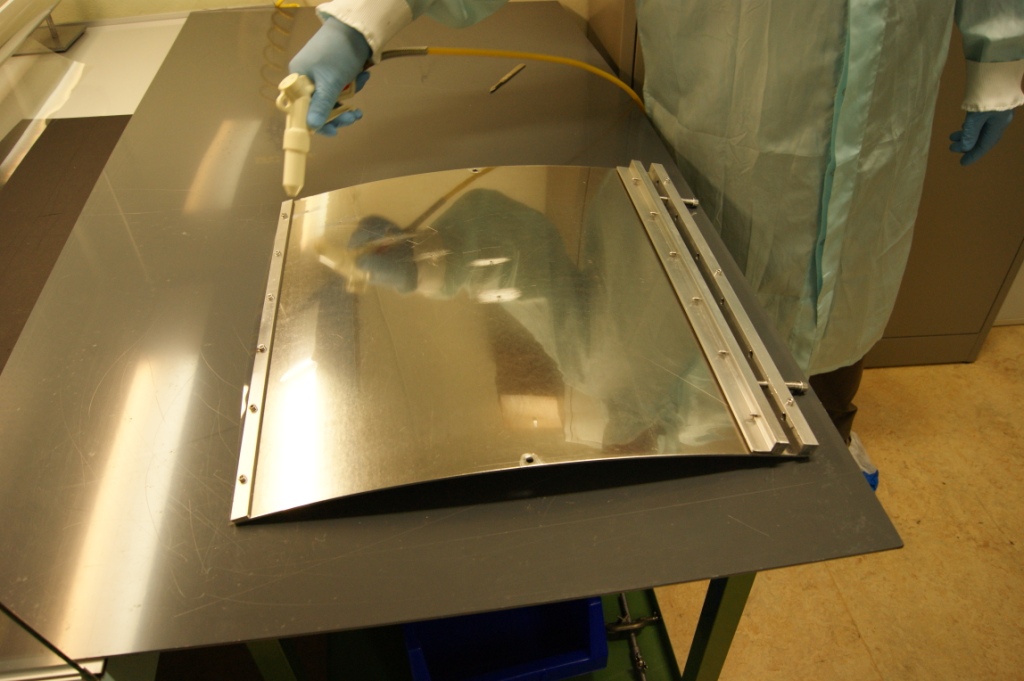
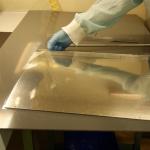
Air Cleaning: Removing any possible dust with an air pistol while wearing gloves and surgical masks!
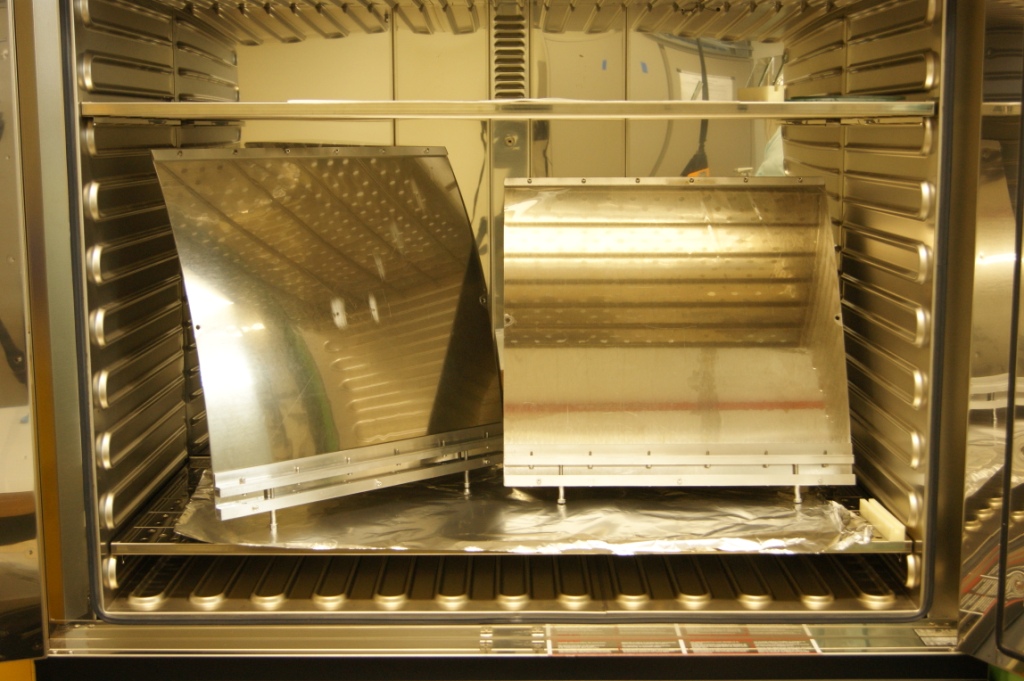
Thermal treatment: Overnight the foils dry in an oven at 40 degree to reduce the residual water content.
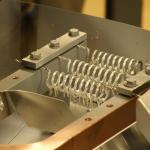
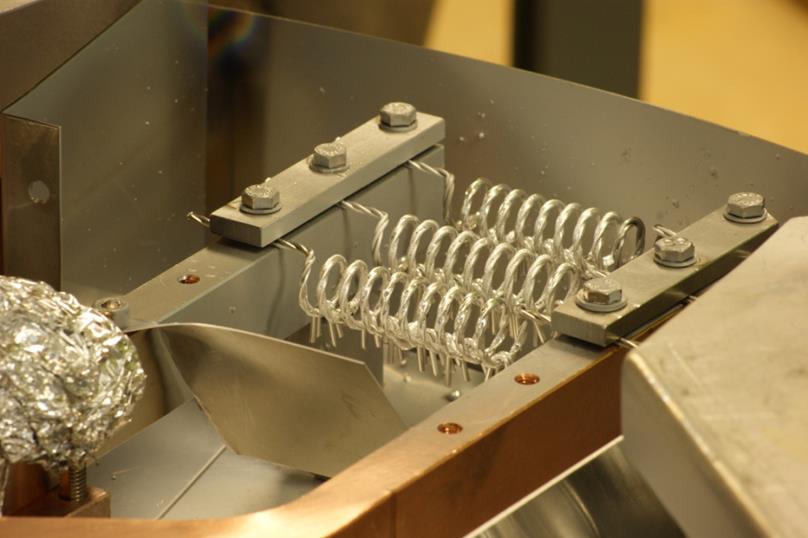
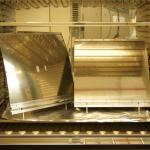
Aluminium evaporation: Tungsten filaments are charged and pre-melted with pure Aluminium. Via resistive heating the Aluminium is evaporate to the rotating substrate (Mylar foil).

MgF2 evaporation: A Molybdenum recipient, so called “boat” is filled with MgF2 granulate. In a second Joule source (resistive heating) the MgF2 is heated up and deposited on top of the Aluminium layer.

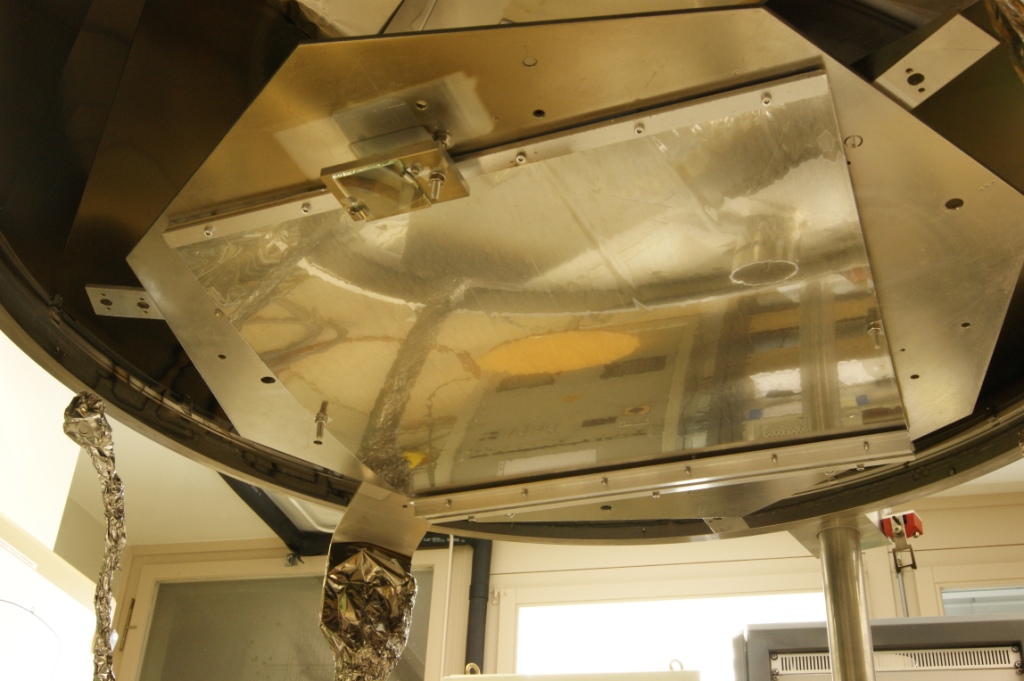
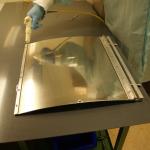
Fixation in the evaporator: The clamped Mylar foil is fixed to the rotating plate in the upper part of the evaporation plant. One has to evaporate the aluminium at a maximum speed in order to avoid oxidation during this process.

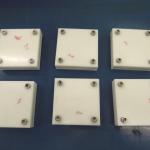
Quality control samples: For each foil a glass sample is added to assure the quality control of the process. An extra sample is cut out of the Mylar foil to document the result on the foil.

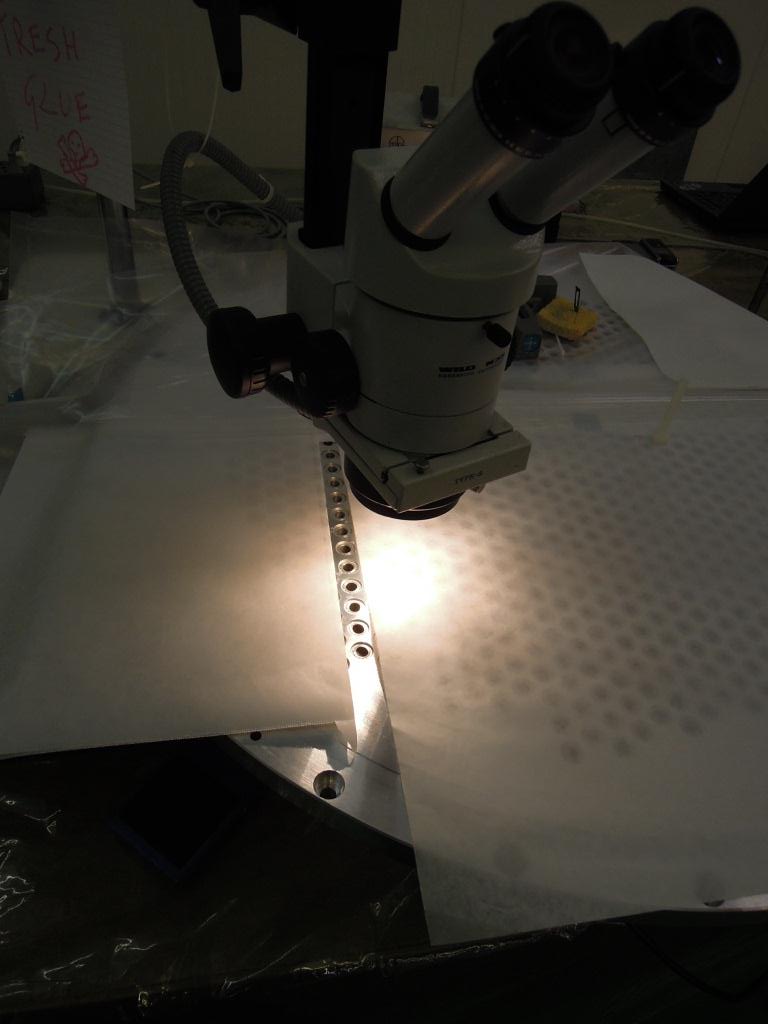
Quality Control: With the Universal Reflectance Accessory of a Lambda 650 Perkin Elmer spectrometer each sample is measured for reflectance between 200 and 600 nm. The 2 corresponding samples per evaporation are stored in the lab for future crosscheck.

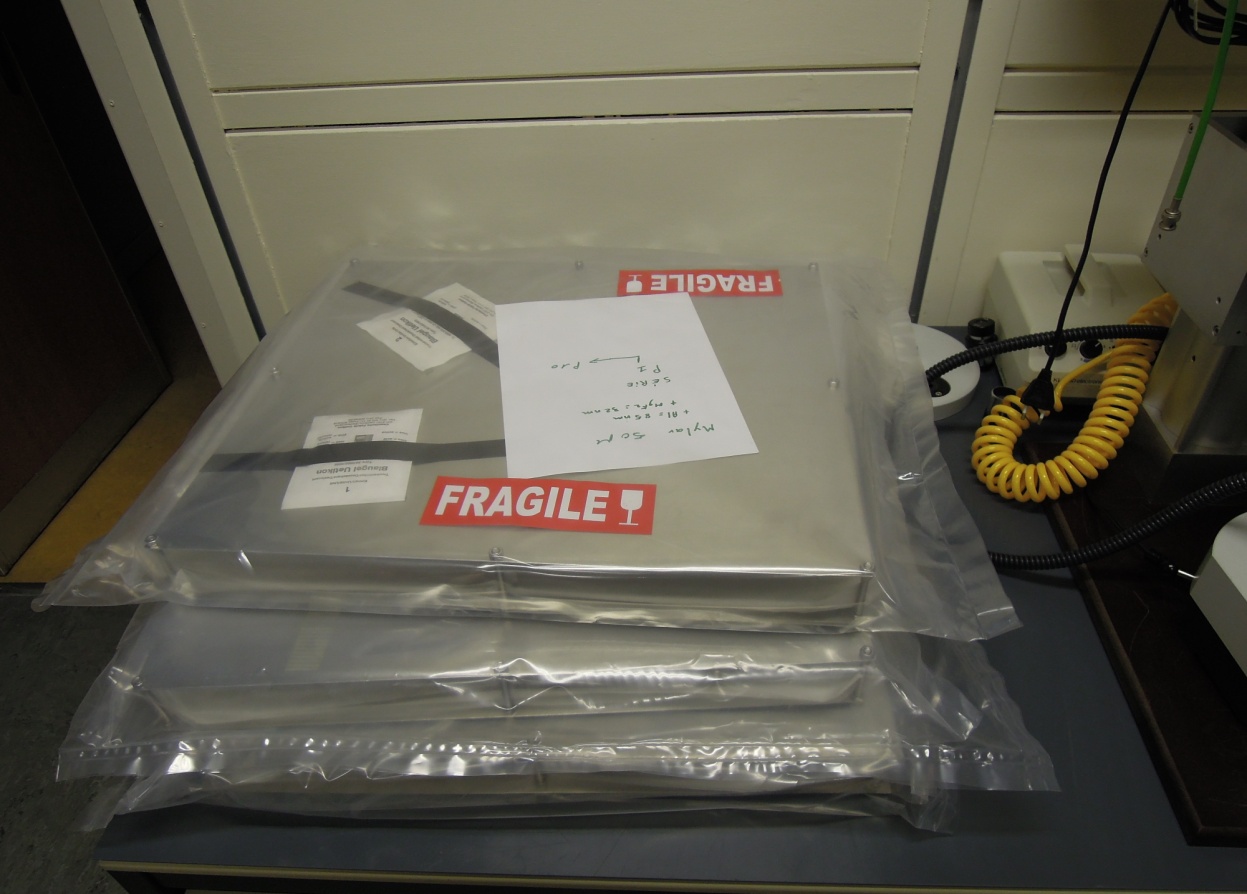
Packaging and storage of NA62 Mylar reflective coating: For protection reasons the foils are packed in stocks of 10 in a dedicated metallic cover to reduce mechanical friction.To avoid further oxidation the package is protected in a sealed plastic bag.

In the DT gluing lab dedicated tools for this action have been set up. The work has been performed by technicians from the collaboration. Each disc is undergoing a leak test.
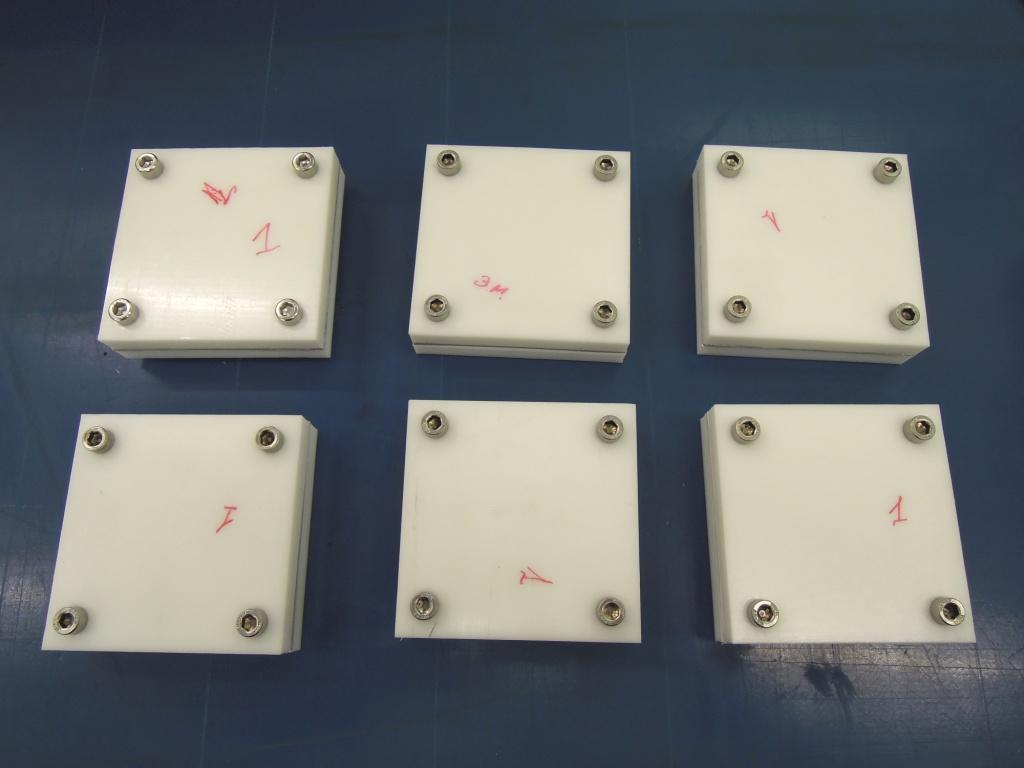
Square pieces are cut out of the Mylar foils. These are piled up with special paper layers in-between. The batch is mechanically kept together with 2 plastic plates to limit friction.

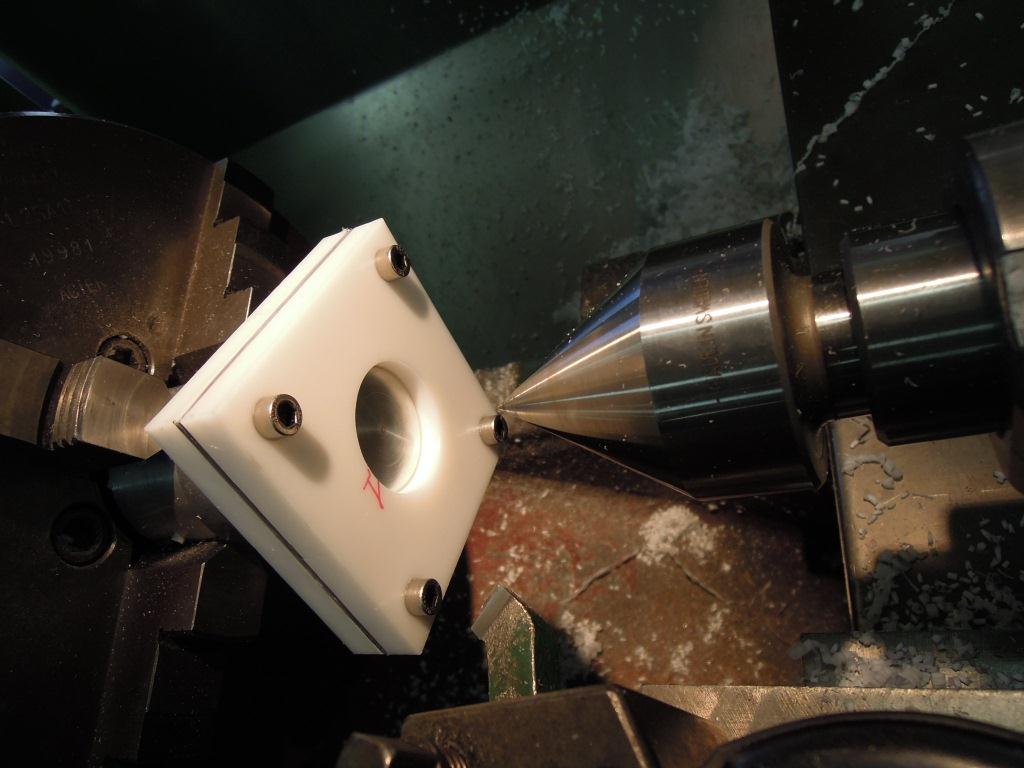
The inner hole is machined into the prepared block. At this step the block is fixed onto the axis of the lathe for further machining.

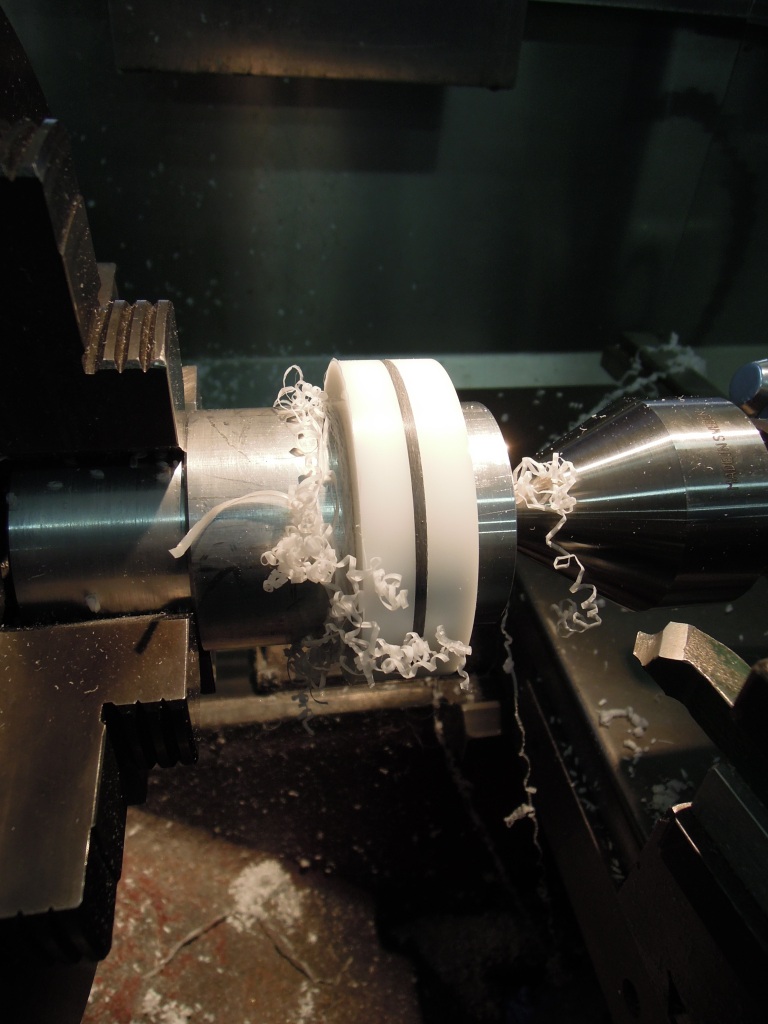
The 4 screws are taken out and the outer diameter is machined on the turning machine.

Discs with well-defined inner and outer diameter are the outcome of this well adopted procedure.

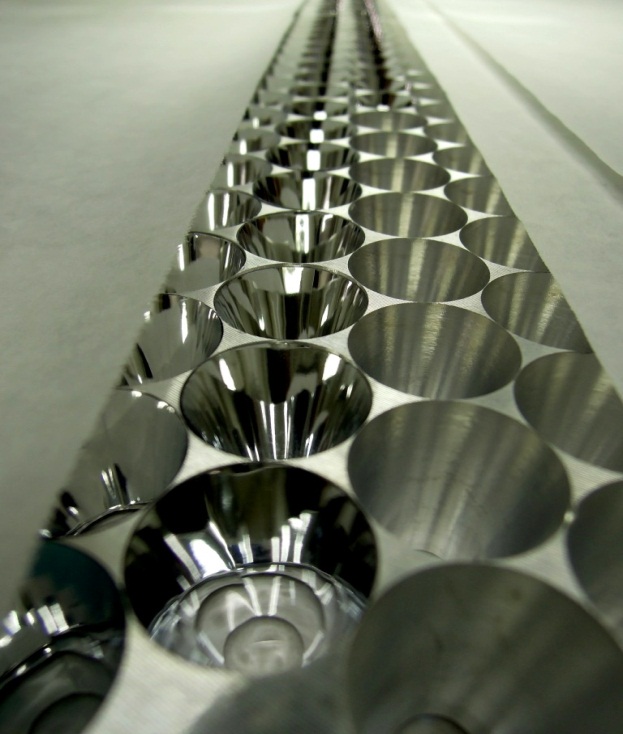
Discs are cut into 4 and by using a dedicated tool the cones are formed and kept together with 2 little tape strips

A few hours after their production the cones were glued into the aluminium disk. The 2 final aluminium disks are fully equipped with Quartz windows and Mylar foils.. Until installation they are stocked under dry nitrogen in the basement of the TFG lab.
 In August 2011, Thomas Schneider and Claude David both members of the PH-DT group started working on the coating of Mylar foils with a reflective layer of Al/MgF2. In order to get better reflectivity in the UV range one has to avoid the oxidation of the aluminium layer. The coating of Mylar foils is a very efficient way to deal with this problem.
In August 2011, Thomas Schneider and Claude David both members of the PH-DT group started working on the coating of Mylar foils with a reflective layer of Al/MgF2. In order to get better reflectivity in the UV range one has to avoid the oxidation of the aluminium layer. The coating of Mylar foils is a very efficient way to deal with this problem.